Lightweighting Brings New Opportunities for Powder
Powder Coated Tough September, October 2019
Author: Mike Knoblauch, President of Keyland Polymer Material Sciences, LLC.
Over time words, their meaning, and how they are used change. Until recently, “lightweight” was an adjective generally meaning something weighing less than average or used to describe something or someone as trivial, inconsequential, or insignificant. Lightweight, and its verb form “lightweighting,” are now used to describe a material transformation occurring in the aerospace, automotive, and mass transit industries, collectively called the transportation industry.
Heavier materials, like steel and even aluminum, are being replaced with plastics, carbon fiber, and composites. These replacement materials are certainly lighter than steel or aluminum, but more critically lightweighting and its consequences are neither trivial, inconsequential, nor insignificant for the transportation industry.
The use of plastics, carbon fiber, composites, and other lightweighting materials in automobiles will more than double from 2020 to 2040i. By 2020, the average automobile will contain 350 kilograms of plastic, an increase from 200 kilograms in 2014, and in 2030 the market for carbon fiber used in automobiles will grow to 9,800 tonsii. Much of this growth is driven by the need to meet internal combustion engine (ICE) mileage standards, but it is also an industry response to the accelerating growth in electric vehicles (EV). Automobile design, engineering, manufacturing, and assembly processes are changing, and this has significant implications for the paint industry. Lightweight materials need to be painted, and traditional solvent, waterborne liquid paint, and thermal powder coating preceded by conversion coating pretreatments are not the appropriate painting systems. The switch to lightweight materials in the transportation industry is a market opportunity for the coating industry; bringing to market new paint materials, pretreatments and application technologies to finish lightweight materials. UV curable powder coatings and plasma treatment is a finishing system well-suited for lightweight materials.
Plastics, plastic composites, carbon fiber or composites are lightweight materials and are often described as “heat sensitive” materials. Each of these materials has a heat threshold or a deformation temperature. When this temperature is exceeded, the material may warp, deform, outgas, or manifest a response to heat that compromises the integrity of the material, making it unusable or unsound for its intended use. This has led firms to look for alternate or new pretreatment and coating technologies for these materials.
UV Cured Powder Coating
Ultraviolet (UV) cured powder coatings have been in commercial use for more than 20 years. They are predominantly used to finish medium density fiberboard (MDF) furniture components. MDF, like all wood products, is a heat sensitive material. Exposure to thermal energy “heat” can cause outgassing of moisture and volatiles, or deformation and/or cracking, which renders the finished product defective. UV cured powder coatings use less heat energy and cure significantly faster than thermally-cured powder coatings. The use of UV LED curing systems, which are highly efficient and do not generate IR energy from the lamp head, make UV cured powder coating even more desirable for finishing a variety of heat-sensitive materials and assemblies. An additional benefit for UV cured powder coatings is that the total process cycle, application to cure, is exceptionally fast.
A differentiating characteristic between UV cured powder coatings and thermal powder coating is the separation of the melt flow stage from the cure stage. A thermal-cured powder coating melts, flows and cures on a time and temperature continuum. This can be in excess of 150 degrees Celsius, and as long as 60 minutes (Figure 1). 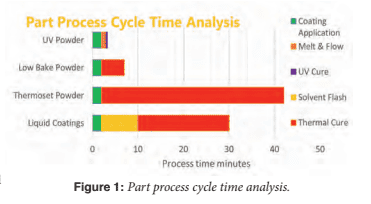 The separate melt & flow stage in UV powder coatings enables the powder formulator to create specialized powder coatings for the unique properties of the substrate and its intended use. A UV cured powder will melt in one to two minutes, reaching a temperature typically between 110 degrees Celsius and 130 degrees Celsius. Once the melted coating is in this temperature window it is instantly cured when exposed to UV light (Figure 2).
The separate melt & flow stage in UV powder coatings enables the powder formulator to create specialized powder coatings for the unique properties of the substrate and its intended use. A UV cured powder will melt in one to two minutes, reaching a temperature typically between 110 degrees Celsius and 130 degrees Celsius. Once the melted coating is in this temperature window it is instantly cured when exposed to UV light (Figure 2). 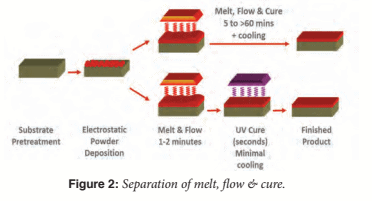 The quick and low-temperature melt flow and instant UV cure enables the use of powder coatings on materials, products and parts that normally could not be powder coated, including plastics, plastic composites, carbon fiber, carbon composites, and assembled components.
The quick and low-temperature melt flow and instant UV cure enables the use of powder coatings on materials, products and parts that normally could not be powder coated, including plastics, plastic composites, carbon fiber, carbon composites, and assembled components.
Pretreatment – Plasma Treating
Preparation of the material surface prior to the application of any coating is imperative to assure that the coating performs as expected. Inadequate or inappropriate pretreatment is often the root cause of many coating failures. Much like steel and aluminum, plastics, carbon fiber, and composite materials require appropriate pretreatment methods to assure a quality coating performance, and plasma treating can achieve this. Plastics, carbon fiber, and composite materials have surface contaminants and impurities that must be removed and have surface conditions that impede adhesion and material flow of a coating. The contaminants need to be removed and the surface modified to prepare the surface before the application of the coating. However, traditional phosphate wash and rinse pretreatment systems used for metals are not appropriate for lightweighting materials.
Plasma is a gas that has the potential to carry an electrical charge and is used to modify and improve the surface conditions of various materials. The use of plasma technology for both plastic and composite substrates enables these heat-sensitive materials to be successfully coated with UV curable powder coatings. Plasma treatment raises the part’s surface energy, removes contaminants, and modifies the surface morphology. These changes improve surface properties and make the treated surface amenable to the application of a coating. There are two methods of surface plasma treating: atmospheric and vacuum. Atmospheric plasma treatment is a line-of-sight process where the gas is impinged on the surface from a gun-like dispenser in an open-air environment.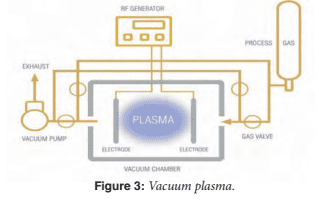 Vacuum plasma (Figure 3) occurs in a sealed vacuum chamber, where all surface areas of the part are treated equally and simultaneously. Different gases are used depending upon the type of substrate material. Typically, testing is performed to determine the type of gas, time duration, amount of radio frequency (RF) energy, and atmospheric pressure needed to achieve the optimum amount of surface modification necessary to produce the right coating properties.
Vacuum plasma (Figure 3) occurs in a sealed vacuum chamber, where all surface areas of the part are treated equally and simultaneously. Different gases are used depending upon the type of substrate material. Typically, testing is performed to determine the type of gas, time duration, amount of radio frequency (RF) energy, and atmospheric pressure needed to achieve the optimum amount of surface modification necessary to produce the right coating properties.
The modifying results of plasma treating are virtually invisible to the naked eye. A dyne test is performed to evaluate the amount of surface modification following plasma. This test measures the surface energy of a material or simply put, its wettability. Figure 4 demonstrates the improvement in dyne scoring following plasma treating on four different substrates. The higher the dyne number, the more wettable the surface. A “wet” surface increases the flow of coating material across the surface and improves adhesion and appearance. 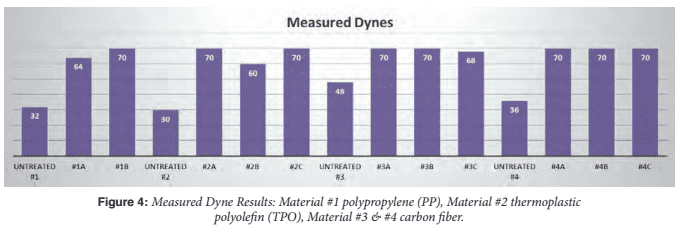
Besides increasing wettability, plasma treating alters the physical composition of the material surface, depositing oxygen and amino functional groups, and physically etching the surface, adding more contact points to hold the coating. Plasma treating does not, however, deform or change the physical properties of the substrate. Once a part has been successfully plasma-treated it is ready to be finished with UV cured powder coating (Figure 5). The application process of a UV cured powder is the same as the application of a thermoset powder coating. As with all coatings, knowing the performance requirement will determine the appropriate coating chemistry.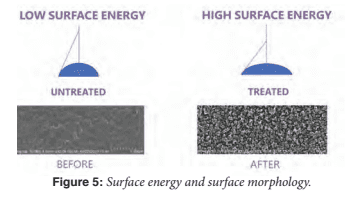 Typically, these are polyester, epoxy, urethanes, acrylic, or a hybrid of these. Adhesion is the first performance attribute that is tested and evaluated. If a coating fails an adhesion test, no other tests are necessary. Figure 6 demonstrates results of a UV cured powder coating with and without plasma pretreatment on four heat-sensitive substrates. All of the panels without plasma pretreatment show poor adhesion. Once plasma-treated, adhesion improved for all panels. All UV powder application conditions remained constant.
Typically, these are polyester, epoxy, urethanes, acrylic, or a hybrid of these. Adhesion is the first performance attribute that is tested and evaluated. If a coating fails an adhesion test, no other tests are necessary. Figure 6 demonstrates results of a UV cured powder coating with and without plasma pretreatment on four heat-sensitive substrates. All of the panels without plasma pretreatment show poor adhesion. Once plasma-treated, adhesion improved for all panels. All UV powder application conditions remained constant.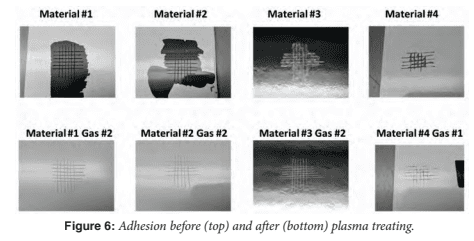
UV cured powder coatings used in combination with a plasma pretreatment is a practical and highly effective finishing system for lightweight and heat-sensitive substrates. Plasma treating used along with UV powder coatings can be modified and formulated to meet various application and performance requirements for these materials and their product applications. It is important to know and understand the physical properties of the substrate material — heat tolerance, surface conditions and geometry — for powder application and UV curing. Pretreatment and coating trials followed by physical performance testing will validate the effectiveness of plasma pretreatment and the UV cure powder coating. As lightweighting activities develop in the transportation industry, the opportunity to utilize plasma pretreatment and UV cured powder coating is on the rise, creating a new and growing market for the coatings industry.
[i] Center for Automotive Research; CAR Research 2019[ii] Plastics Today, March 31, 2019