UVLED and the Curing of Ultra Violet Curable Powder Coatings
Polymers Paint Colour Journal, April 2016
Authors: Michael F Knoblauch, President; Robert VanAmburgh, Lead R&D Chemist; Brad Hauser, Chemist, Keyland Polymer, LLC
A study carried out by Michael F Knoblauch, Robert VanAmburgh and Brad Hauser, Keyland Polymer, investigated the cure profile of a UV cured powder coating made from a methacrylated resin system.
Incremental improvement in chemistry is the expected innovation driver in the coatings industry. This is innovation through manipulation of resins, formulations, additives or a combination of all three to address a known limitation or performance deficiency. These types of innovation allow the user or coating applicator to continue to use the same application process and or equipment. For the most part these incremental improvements have brought only short term differentiation and marginal gains to the coatings industry. The coating industry is faced with multiple challenges; regulatory requirements to eliminate solvents, price and product commoditisation and consolidation.
UV cured powder coating has the potential to change the historic pattern of innovation in the coatings industry. Speed and time savings are UV cured powder coatings’ disruptive drivers; a rapid melting of the coating followed by near instant UV light initiated curing. Adoption of UV cured powder coating requires the partial or total abandonment of existing coating application equipment and replacement with a UV curing system. UV cured powder coatings are VOC free and meet all known regulatory requirements to manufacture and use. Typically, a UV cured powder system is designed for the products or materials to be coated. Line of sight curing is a constraint. The UV light must reach the surface of the object being cured in sufficient dosage and intensity to initiate a free radical cure of the coating materials. UV arc lamp and UV microwave lamp systems have been the standard offerings for UV curing. UV arc and UV microwave systems are modestly energy efficient, require air handling for cooling, have positioning limitations and have varying lamp lives. There are different UV bulbs for specific materials. The ‘V’ type bulb cures UV powder coatings. Energy output for a 300W V bulb microwave lamp system is shown in figure 1.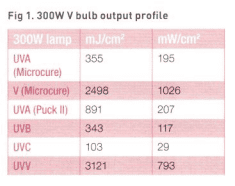 The recent and rapid developments in UVLED technology are pointing to interesting and significant opportunities for UV cured powder coatings.
The recent and rapid developments in UVLED technology are pointing to interesting and significant opportunities for UV cured powder coatings.
The introduction of LED lighting technology to the general lighting industry is changing what has been a low cost and commodity industry. Lighting companies, such as General Electric’s new Current division are developing and going to market with LED lighting systems that give the customer higher efficiency, longer life and greater value. Various industry reports estimate global penetration of LEDs in general lighting may reach upward of 60% by 2020. LED chip makers are ramping up capacity, increasing output power, developing ancillary process and control systems, and prices are falling. These developments and benefits are crossing over to the UVLED industry. Significant growth in all areas of use for UVLED is anticipated with UV curing being the dominant sector. Development in UV cured coating chemistries must coincide with equipment developments if UVLED growth is to be realised.
Unlike arc and microwave UV lamp systems, a UVLED lamp system has a single output spectrum; 385nm, 395nm or 405nm (figure 2). To date the primary use of UVLED curing has been in the area of thin films, such as inks for print and packaging. UVLED lamp manufacturers have been increasing the power and expanding the number of UVLED emitter wavelengths. It is now possible to cure thicker and more heavily pigmented coatings including UV cured powder coatings with UVLEDs.
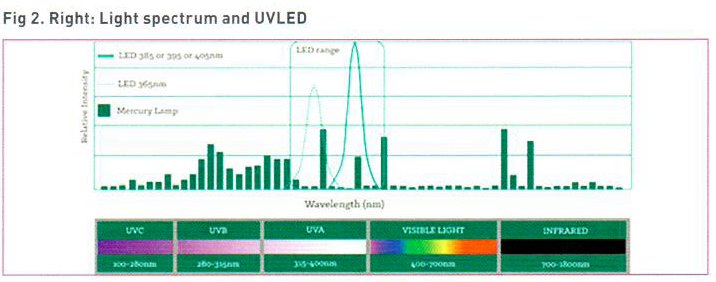
Photo Differential Scanning Calorimetry (photo-DSC) is a powerful analytic tool that is used to analyse the thermal behaviour and properties of coatings. Photo-DSC is extremely useful to determine, rapidly and accurately, melting temperatures and
glass transition temperatures (Tg) of powder coatings. Melting temperature (Tm) is the temperature at which a solid transitions to a liquid. Tg is the point at which a polymer transitions from a glassy state to a rubber like state. Below the T9 the polymer loses its elasticity, flexibility and begins behaving like brittle glass. The Tg is not a single temperature. It is a small temperature range, such as 35°C to 50°C. These temperature measurements are important for both processing and application of the powder coating. As the powder coating cures, its Tg greatly increases. The degree of cure can be determined by comparing the Tg of uncured powder coating to the Tg of cured powder coating. As the degree of cure increases, the coating’s physical properties, such as adhesion, hardness, impact resistance, weather resistance and solvent resistance, improve. It is easy to understand why achieving the maximum degree of cure is desired. Photo-DSC is an empirical measure of cure. Tests, such as the 50 double rub MEK test are used as proxies for testing and evaluating the degree of cure. All samples in the study passed the 50 double rub MEK test after cure.
This UVLED study investigates and reports on the cure profile of a black pigmented UV cured powder coating made from a methacrylated resin system and cured with a 395nm UVLED. The UVLED cure profile is compared to the cure profile of a clear and a black UV cured powder coating cured for two minutes and 10 min by photo-DSC, the control set. Film thickness, distances from the lamp and pigment load were the other variables considered. All UV cured powders were made in a standard formulation of raw materials and photo initiators; surface and through cure. Cure determination is based on evaluation of the Tg onset and ending Tg measured by photo-DSC.
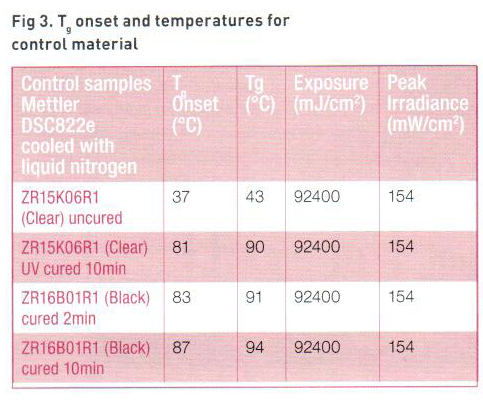 During the first test heat and application of UV light to the uncured powder a sharp exothermic reaction is observed. This is indicative of curing. Upon cooling, reheating and a second exposure to UV light no exothermic reaction is present. The UV powder is cured. The measured Tg is used as the reference for a cured system. Control sample ZR16B01R1 (Black) is cured for two and 1O min to a Tg of 91°C and 94°C respectively. These results indicate a complete degree of cure, based on photo-DSC analysis. The photo-DSC output for the control material is shown in figure 3. Based upon the control results, an expected and acceptable cure Tg range is between 85°C and 100°c, specifically for a highly crosslinked system with a Tg onset range between 40°C to 60°C.
During the first test heat and application of UV light to the uncured powder a sharp exothermic reaction is observed. This is indicative of curing. Upon cooling, reheating and a second exposure to UV light no exothermic reaction is present. The UV powder is cured. The measured Tg is used as the reference for a cured system. Control sample ZR16B01R1 (Black) is cured for two and 1O min to a Tg of 91°C and 94°C respectively. These results indicate a complete degree of cure, based on photo-DSC analysis. The photo-DSC output for the control material is shown in figure 3. Based upon the control results, an expected and acceptable cure Tg range is between 85°C and 100°c, specifically for a highly crosslinked system with a Tg onset range between 40°C to 60°C.
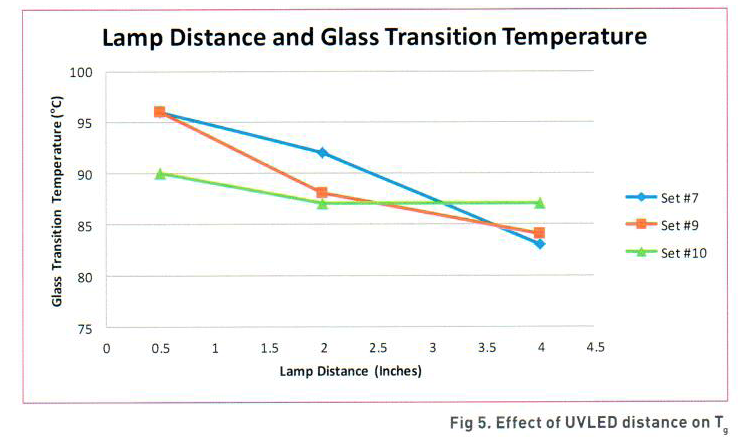
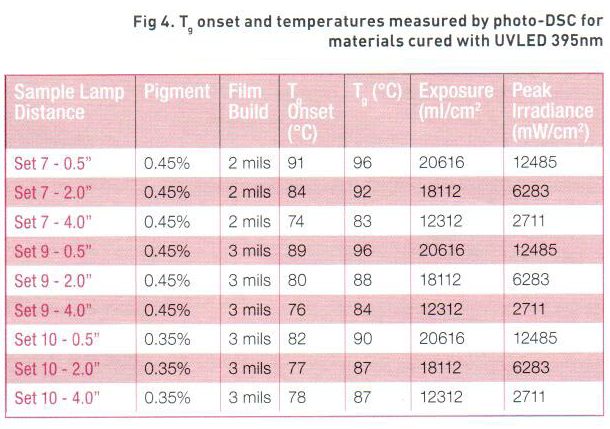 UVLED conditions and results for each trial are shown in figure 4. The data show a high Tg in all of the samples that are cured using the 395nm UVLED lamp. This high Tg is a strong indicator of a high degree of cure. A drop in Tg with an average of 8.25°C is noted when lamp distance is increased from 0.5in to 2.0in. As the lamp distance increases, less light energy is available for the photoinitators to activate and crosslink. Less active photoinitators will clearly result In a reduced amount of cure. Tg decreases when lamp distance increases from 2.0in to 4.0in, as seen in sets #7 and #9. Sets #7 and #9 have 22% more black pigment than set #10. Higher pigment loads block UV light energy to the photoinitiators and subsequently reduces Tg and degree of cure. The Tg’s dependence on pigment load and UVLED distance can be seen in figures 4 and 5.
UVLED conditions and results for each trial are shown in figure 4. The data show a high Tg in all of the samples that are cured using the 395nm UVLED lamp. This high Tg is a strong indicator of a high degree of cure. A drop in Tg with an average of 8.25°C is noted when lamp distance is increased from 0.5in to 2.0in. As the lamp distance increases, less light energy is available for the photoinitators to activate and crosslink. Less active photoinitators will clearly result In a reduced amount of cure. Tg decreases when lamp distance increases from 2.0in to 4.0in, as seen in sets #7 and #9. Sets #7 and #9 have 22% more black pigment than set #10. Higher pigment loads block UV light energy to the photoinitiators and subsequently reduces Tg and degree of cure. The Tg’s dependence on pigment load and UVLED distance can be seen in figures 4 and 5.
These initial test results show great promise for the use of UVLED for curing UV cured powder coatings. UVLED systems are in fact capable of curing clear and black pigmented UV curable powders. The UV cured powders used in this study are commercially available products. The relationship between degree of cure and lamp distance warrants further investigation, as does the influence of pigment and pigmentation loading. Additional work needs to be done in the area of photo initiators; designing and developing photoinitiators that respond within the spectrum output of the UVLED. The combination of UVLED technology and UV cured powder coating chemistry offers the potential of a compelling and unique differentiation, breaking the bonds holding back innovation in this segment of the coatings industry.
Authors: Michael F Knoblauch. President; Robert VanAmburgh, Lead R&D Chemist;
Brad Hauser, Chemist, Keyland Polymer, LLC.
4641 Hinckley Industrial Parkway, Cleveland, OH 44109, USA. Tel: +1 216 7417915; Email: mfk@keylandpolymer.com; Website: www.keylandpolymer.com
Setup/Procedure
Keyland sprayed the steel O-panels with UV cured powder coating and then melted them in an oven. Panels were re-melted in the 400°F convection oven for four minutes so that the paint’s surface temperature was -190°C (374°F).
Each panel was exposed with a high-power, liquid-cooled, 395nm LED lamp at 5ft/min, either with a lamp height of 0.5, 2.0 or 4.0in.
Cured samples were sent back to Keyland for photoDSC analysis.
Cured panels sent to laboratory for photo-DSC analysis Equipment: NobleCure NC-B1-8W395/L3. 100% Power, Various heights, 5ft/min.
Equipment:
NobleCure NC-B1-8W395/L3. 100% Power, Various heights, 5ft/min.
LED Power Supply: LED-PSCC2-8-10-48
UVICURE PLUS II with UVA2 Sensor.
Extech Digital Contact Tachometer Model 461891. RayTek ST ProPlus Infrared Thermometer.
Convection oven set at 400°F (for 4min flash).
Mettler DSC822e cooled with liquid nitrogen.
Testing locations:
Keyland Polymer, LLC, Cleveland, Ohio.
Heraeus Noblelight America. LLC, Gaithersburg, Maryland, USA.
Thermodynamics Laboratory Department of the ETSEIB, Universitat Politecnica de Catalunya (UPC. Barcelona. Spain).
Technical assistance:
Brett Skinner, Heraeus Noblelight Amenca. LLC;
Xavier Ramis Juan. Professor and Director Laboratori de Termodinamica ETSEIB UrnversItat Politecnica de Catalunya; Xavier Fernandez Frances, Laboratori de Termodinamica ETSEIB Universitat Politecnica de Catalunya.